
PART-7
CHAPTER 3
METAL JOINING AND CUTTING PROCESS
Notes:


1. AW:
Arc Welding, RW: Resistance welding, OFW: Oxyfuel Gas Welding, SSW: Solid State
Welding, Soldering, Brazing
SMAW:
2. The
electrode coating in the SMAW electrode serves the following purposes.
a.
Shielding
b. Deoxidation
c.
Alloying
d.
Ionizing
e.
Insulating
3.
Heavier slag will produce beads that are smooth and have a good appearance.
4. Thin
slag will produce deposits that have rougher surfaces.
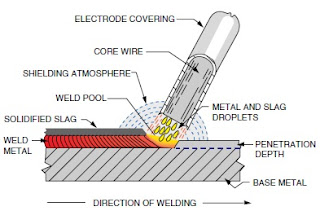
5. In SMAW, the metal droplets are transferred
across the arc by a magnetic pinch effect.
6. SMAW
electrode identification system

7. ‘E’
means electrode followed by four or five digits.
8. The
first two or three numbers refer to the minimum tensile strength of the
deposited weld metal.
Eg:
E7018; means the tensile strength of the deposited weld metal is atleast
70,000psi. E12018; means the tensile strength of the deposited weld metal is
atleast 120000psi.
9. The
next number refers to the position in which the electrode can be used.
“1” indicates the electrode is suitable for
use in any position.
“2”
indicates the electrode is suitable for use in flat position.
“4”
indicates the electrode is suitable for welding in a downhill progress.
“3” is
no longer used as a designation.
10. The
last number in the designation describes other characteristics which are
determined by the composition of the coating present on the electrode.
11. The
electrode designations ending with “5”, “6” or “8” are classified as low
hydrogen types.
12. The
below table is to be remembered.
|
F-No
|
Classification
|
Covering
& Slag
|
|
F-3
|
EXX10
|
Cellulose-Sodium
|
|
F-3
|
EXXX1
|
Cellulose-Potassium
|
|
F-2
|
EXXX2
|
Rutile-Sodium
|
|
F-2
|
EXXX3
|
Rutile-Potassium
|
|
F-2
|
EXXX4
|
Rutile-Iron
Powder
|
|
F-4
|
EXXX5
|
Low
Hydrogen-Sodium
|
|
F-4
|
EXXX6
|
Low Hydrogen-Potassium
|
|
F-4
|
EXXX8
|
Low
Hydrogen-Iron Powder
|
13. Low
hydrogen electrodes (Low moisture content-less than 0.2%) are to be stored at a
minimum oven temperature of 120 Deg C (250 Deg F)
14. The
power source for shielded metal arc welding machine is of constant current
power source, having “drooping” characteristics.
15. In
SMAW, long arc length will result in more heat produced than a short arc
length.
16.
Extremely long arc length will cause a loss of heat in the weld pool due to
loss of arc concentration, which will also result in a loss of arc stability
and weld pool shielding gases.
17. Completely
understand the picture of SMAW. The key words to identify SMAW are Electrode
Covering, Core Wire and Soldified Slag

18. Volt-Ampere
Curve for constant current power source

19. Arc
blow causes porosity and arc wandering.
20. The
reason for arc blow is the development of magnetic field around the electrode.
20. To
reduce arc blow, some of the techniques adopted are,
a. keep
the arc as short as possible.
b.
Change from DC to AC
c.
Reduce welding current
d. Use a
backstep technique
21. SMAW
is a manual process
22.
“Long Arcing” is especially likely when using low hydrogen electrodes.
23. SMAW
uses power sources such as
a.
Transformer-Rectifier
b.
Inverter power supply
c.
Gasoline or diesel engine-driven
24. The
Gasoline or diesel engine driven welding machines can be used at locations
where there is no electrical power supply
25. When
a welder increases arc length, the resistance in the welding circuit increases
due to the larger gap the current must cross. This increase in resistance
causes a slight decrease in the current flow across the arc gap. This decrease
in current results in a significant increase in voltage supplied by the power
source, which limits the drop in current.
---will continue on next blog---
These are the important points of this chapter. This blog will be updated time to time to add or delete points depends on their importance felt to the author.
This is not an official blog of AWS. The recommended reading materials as per BOK are to be read throughly before taking the exam. The exam pattern and other details to be confirmed from AWS before taking the exam.
Disclaimer: Photos are taken from different websites. If this violates any copyright rules this will be removed. Please inform me if any of the photos or contents violates copyright rules. (through 13hareesh13@gmail.com). This blog is meant for educational purpose only. If it is used for any other means without the written consent from the author, the author will not be responsible. Author does not guarantee the accuracy of data used in this blog.All the information, data, photo/image, calculations presented in this blog should be used at the sole risk of the user. The blogger is not liable or responsible in any way for any damage, losses or costs arising from use of the blog for any purpose whatsoever or whosoever it may be.
Comments
Post a Comment